Field Coating Spec 1167 Series: MP/0/A/1000/006 Guide
Understanding Field Coating Specification 1167 Series and Procedure MP/0/A/1000/006
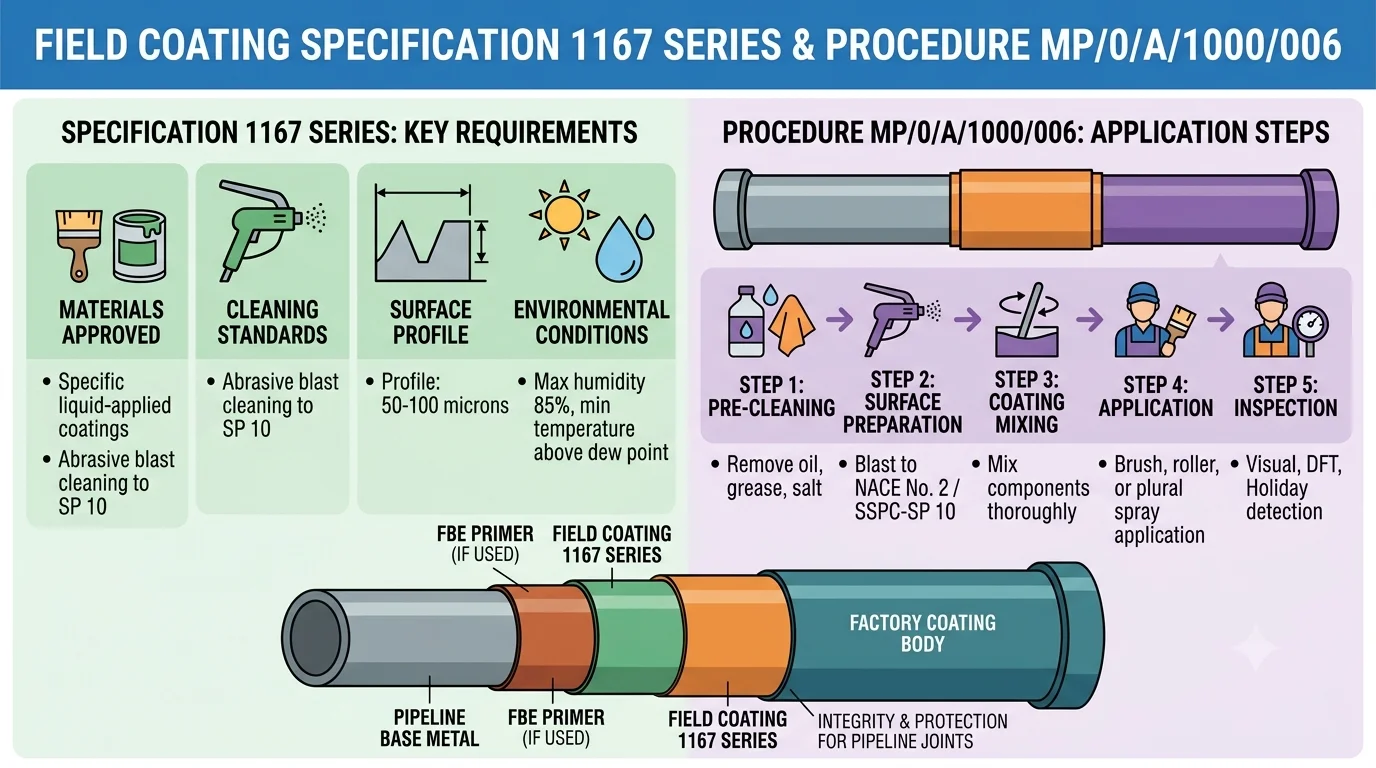
Field coating specification 1167 series and procedure mp/0/a/1000/006 defines the exact application requirements for high-build polyurethane coatings in field environments. It originates from the Interthane 1167 product line, a two-component acrylic polyurethane from International Paint (AkzoNobel). Engineers use this specification to protect structural steel, tanks, piping, and offshore platforms in aggressive atmospheric conditions.
The procedure code MP/0/A/1000/006 functions as the master work instruction. It maps every stage from surface preparation to final curing. Contractors and applicators reference this document to stay compliant with project requirements and achieve the long-term coating performance promised by the manufacturer. Ignoring even one line of the procedure leads to adhesion failures, premature corrosion, and rejected inspections.
Product Identification and Approved Materials
You can only use materials listed in the approved product schedule. The field coating specification 1167 series and procedure mp/0/a/1000/006 centers on Interthane 1167, a high-solids polyurethane finish with strong color and gloss retention. The system typically includes an epoxy zinc-rich primer and an epoxy intermediate coat underneath the polyurethane topcoat. Every drum and kit must carry the original manufacturer label and batch number. Inspectors reject unmarked containers on the spot.
- Topcoat: Interthane 1167 (base and hardener, 4:1 volume mix)
- Thinner: International GTA220 or GTA713, added sparingly
- Primer (as per system): Interzinc 52 or Intergard 251
- Stripe coat material: Same as intermediate or topcoat per spec
Always store the components in a dry, shaded area between 10°C and 35°C. Cold storage creates condensation that ruins the mix. Keep the hardener sealed until the moment of induction to prevent moisture absorption.
Surface Preparation Standards That Work
Surface prep makes or breaks the entire field coating specification 1167 series and procedure mp/0/a/1000/006. The steel substrate must reach SSPC-SP 10 (Near-White Metal Blast) with a minimum angular anchor profile of 50–75 microns. Oil, grease, and soluble salts get removed first through solvent cleaning (SSPC-SP 1). After blasting, workers vacuum loose dust and inspect the surface under strong lighting.
Any rust bloom appearing between blasting and priming requires re-blasting. The specification enforces a maximum 4-hour hold time between surface preparation and primer application when relative humidity stays below 70%. If rain, fog, or dew hits the blasted steel, restart the prep. Ignoring the hold time invites flash rust that the coating cannot bond to.
- Abrasive type: Clean, dry garnet or chilled iron grit free of contaminants.
- Compressed air: Oil-free and moisture-free; test with a white blotter for 60 seconds.
- Edge grinding: Radius all sharp edges to a minimum 2 mm curve per NACE standards.
Mixing and Induction for Interthane 1167
A faulty mix destroys an entire batch. The field coating specification 1167 series and procedure mp/0/a/1000/006 demands strict adherence to the 4:1 base-to-hardener volume ratio. Power-mix the base component until it becomes uniform, then slowly add the hardener while agitating with a mechanical Jiffy mixer. After blending, transfer the material to a clean container and allow a 15-minute induction period. Skipping induction causes micro-bubbles and soft spots in the cured film.
| Component | Volume Ratio | Induction Time | Pot Life at 25°C | Thinner Addition |
|---|---|---|---|---|
| Interthane 1167 Base | 4 parts | 15 minutes | 2 hours | GTA220 up to 5% |
| Interthane 1167 Hardener | 1 part | — | — | — |
Strain the mixed coating through a 60-mesh filter before loading spray equipment. Never mix more than you can apply within the pot life. Warmer conditions shorten pot life to 60–90 minutes, so plan small, fast batches on hot days. Use a graduated stick and calibrated containers for accurate measurement every time.
Spray Application Equipment and Technique
The field coating specification 1167 series and procedure mp/0/a/1000/006 recommends plural-component airless spray for large areas, though conventional airless works for smaller jobs. Set the pump at a 45:1 or higher ratio with a fluid pressure around 200–250 bar. Use a 0.48–0.58 mm (19–23 thou) tip and a 60-mesh in-line filter. Apply the coating in smooth, overlapping passes with a 50% overlap to build the specified film thickness.
Grip the gun perpendicular to the surface at a constant 30–40 cm distance. Trigger the gun before starting the stroke and release after the stroke ends. This prevents dry edges and pinholes. Weld seams, bolt heads, edges, and brackets always get a stripe coat by brush or roller before the full spray pass. The stripe coat ensures these problem areas receive enough material to prevent early corrosion.
- Tip size for stripe coat roller: 10 mm nap, solvent-resistant.
- Brush for touch-ups: Natural bristle with epoxy-grade handle.
- Hose length: Keep the fluid hose under 30 meters to avoid pressure drop.
Wet and Dry Film Thickness Requirements
Achieving the correct film thickness sits at the heart of the field coating specification 1167 series and procedure mp/0/a/1000/006. The target dry film thickness (DFT) for Interthane 1167 lands between 100 and 150 microns per coat, with a total system DFT often reaching 300–350 microns including primer and intermediate coats. Measure wet film thickness (WFT) immediately after each pass using a comb gauge. Multiply the target DFT by the product’s volume solids percentage to find the required WFT.
- Interthane 1167 volume solids: 65% ± 2%.
- Target WFT per coat: 155–230 microns.
- Check thickness at 5 random points per 10 square meters.
Record every measurement on the daily inspection report. Thickness below 80% of the minimum triggers an immediate re-coat at the contractor’s cost. Over-application above 300 microns per coat risks solvent entrapment and soft, spongy films that crack under thermal movement.
Environmental Conditions During Application
The field coating specification 1167 series and procedure mp/0/a/1000/006 forbids application when conditions fall outside the product envelope. Measure and log the steel temperature, air temperature, relative humidity, and dew point every 4 hours. The steel surface must remain at least 3°C above the dew point. Apply no coating when relative humidity exceeds 85% or when the steel temperature drops below 5°C.
Strong winds drive dust onto wet film and cause rapid solvent evaporation. Wind speeds above 25 km/h call for windbreaks or rescheduling. Direct sunlight heats the steel well above the air temperature, so check the surface with a digital contact thermometer before spraying. Never paint over condensation, even if it looks like a thin mist. The coating will blister within weeks.
- Minimum steel temp: 5°C.
- Maximum relative humidity: 85%.
- Dew point spread: ≥ 3°C.
Inspection and Quality Control Hold Points
Inspectors structure their day around the hold points in the field coating specification 1167 series and procedure mp/0/a/1000/006. Each phase—pre-blast cleanliness, post-blast profile, primer DFT, intermediate coat, stripe coat, final topcoat DFT, and cure hardness—requires a witness hold. The inspector signs off before the next stage begins. Contractors who proceed without a sign-off risk full rejection and removal of the coating.
The official NACE Coating Inspector Program trains professionals to use DFT gauges, adhesion testers (pull-off), holiday detectors, and visual comparators against SSPC-VIS 1 standards. After final cure, perform a high-voltage holiday test at 100 volts per micron of total DFT. Repair every pinhole and re-test the repaired area. The punch list must close before the system becomes operational.
- DFT gauge: Type 2 electronic with calibration shims.
- Adhesion test: ASTM D4541 pull-off, minimum 5 MPa.
- Cure test: MEK double rub (50 rubs with no color transfer).
Safety Protocols You Must Follow
Safety kills nobody, but ignoring it kills plenty. The field coating specification 1167 series and procedure mp/0/a/1000/006 references the site-specific HSE plan. Wear full-face air-fed respiratory protection during spray application. The hardener contains isocyanates that sensitize the lungs over time. Use nitrile gloves, solvent-resistant coveralls, and steel-toe boots. Post “No Open Flame” signs within a 15-meter radius of mixing and spraying areas.
Ground all spray equipment to prevent static discharge. Store solvents and mixed paint in fire-rated cabinets. Spills must get contained immediately with inert absorbent and reported. A designated first aid station with eye wash and clean water must sit within 50 meters of the application zone. No exceptions.
Common Application Failures and How to Avoid Them
Crews skip the stripe coat and lose edge protection. They mix by eye and get soft, sticky film. They spray over dusty, blasted steel because nobody vacuumed. Each failure sends a crew back for expensive rework. The field coating specification 1167 series and procedure mp/0/a/1000/006 was written to eliminate these mistakes, but only if you follow it.
- Blisters: Caused by soluble salts or condensation. Solution: salt test with Bresle kit and maintain dew point spread.
- Sags and curtains: Too high a WFT or cold substrate. Solution: reduce fluid pressure and increase gun speed.
- Mud cracking: Over-thick application in a single pass. Solution: build thickness in two lighter coats, not one heavy one.
- Peeling between coats: Exceeded recoat window. Solution: observe the minimum and maximum overcoating times listed in the product data sheet.
Documentation and Final Sign-Off
Every contractor who completes work under the field coating specification 1167 series and procedure mp/0/a/1000/006 must produce a final data book. This includes daily inspection reports, DFT measurement logs, adhesion test results, holiday detection records, batch numbers, environmental condition logs, and repair reports. The client’s technical authority reviews this book and issues mechanical completion acceptance.
Submit the data book within 14 days of final cure. Late submissions delay the project closeout and hold retention payments. A well-organized book signals professionalism and often leads to repeat business. Hand the client something they can archive with pride, not a folder of incomplete forms.
Frequently Asked Questions
What is field coating specification 1167 series and procedure mp/0/a/1000/006?
It is a detailed application procedure for high-build polyurethane Interthane 1167 coatings in the field. It covers surface preparation, mixing, spray technique, inspection hold points, and safety rules to ensure a durable, defect-free coating system.
Which product does the 1167 series specification cover?
The specification directly applies to Interthane 1167, a two-component acrylic polyurethane topcoat from International Paint (AkzoNobel). It often sits above zinc epoxy primer and epoxy intermediate coats in a full protective system.
How long must I wait between induction and application?
After the mandatory 15-minute induction time, you have about 2 hours of pot life at 25°C. Higher temperatures shorten this window, so mix only what you can spray within 60–90 minutes on hot days.
Can I apply Interthane 1167 with a brush or roller?
Use a brush or roller only for stripe coating edges, welds, and small touch-ups. The main body coat requires airless spray to achieve uniform thickness and appearance according to the specification.
What happens if I exceed the maximum recoat window?
The coating will feel hard and glossy and lose adhesion sites for the next coat. You must roughen the surface through sweep blasting or sanding to create a mechanical profile before applying the next layer.
Who can perform the inspection under this specification?
A qualified coating inspector holding a NACE CIP Level 2 or 3 certification, or an equivalent FROSIO Level III, should witness and document all hold points. Contractor self-inspection alone does not satisfy the procedure without client approval.
